Increase output by 40%
STARTING SITUATION
The planning was 10 machines per week. Due to regular overtime, they succeeded to assemble this desired number. In the existing situation was no evenly and continuous flow. Given the market demand, the management wanted at least 30% more production output. The wish was therefore to make better use of the existing capacity. In other words: Increase the output in a normal working week of 40 hours, without overtime. To be achieved by a better flow of materials and products.
CHOSEN APPROACH

In consultation, the choice was made to raise it to 14 machines per week, without
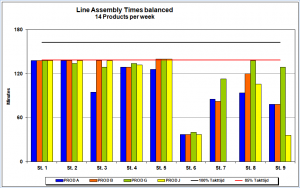
overtime. The first step was to collect data of the actual situation. Based on 4 representative machines. Per workstation the operation times were recorded for the Assembly line. In a similar way the pre-Assembly activities were worked out. The results were compared to data in SAP for validation.
The required Takt-time for the 14 machines per week is set. After which the work was adjusted per Takt, where necessary. In addition, the pre-Assembly output is adjusted to the Assembly line Takt-time. Material supply is tuned into this, by introducing Kanban for example. As a pilot, a pre-Assembly department was chosen. This way, the workers could gain experience concerning balancing. Thus, confidence grew in the “new working”.
With all employees the existing and new situation was discussed, so they knew what was going to be changed. This resulted in constructive contributions comments and focused thinking. Of all the findings in this project, an action list was made, to smoothly accomplish improvements, during and after the project.
RESULTS:
The output has been easily increased to 14 machines per week. Basic materials and pre-assemblies are tuned to the Assembly line, without unnecessary intermediate stocks. Productivity and flow improved significantly. The SAP-planning has been updated with the current project data. Only Test station 4 remained as before, to be able to moderate unforeseen problems, without blocking the flow.